Чертеж подкрановой балки
На чертеже изображена сварная разрезная подкрановая балка. Балка несет нагрузку от кранов весьма тяжелого режима работы, поэтому на чертеже предусмотрено выполнение верхних поясных швов со сплошным проплавлением. Ребра жесткости не доведены до нижнего пояса и не привариваются к нему. Это исключает повреждение сварными швами ответственного растянутого элемента. Для обеспечения работы балки в соответствии с расчетной схемой, т. е. как разрезной, отверстия в опорных ребрах сконцентрированы в нижних двух третях высоты балки с тем, чтобы не препятствовать повороту балки на опоре. Опорная реакция подкрановой балки передается на колошу фрезерованным торцом опорного ребра 7. Для хорошего совпадения отверстий в опорных ребрах двух балок, опирающихся на одну колонну, размер от торца ребра до отверстий должен быть выдержан с малыми отклонениями в пределах ±1 мм. На разрезе 1—1 этот размер с допускаемыми отклонениями взят в прямоугольную рамку. Для более точного выдерживания общей длины балки предусмотрено фрезерование торцов балки после сварки двутавра, но до установки промежуточных и опорных ребер. Важные размеры — общая длина балки и высота ее опорной части заключены в рамку, но без указания допускаемых отклонении, так как они соответствуют требованиям правил изготовления.
Режим работы кранов и температура эксплуатации от —30 до —40° С определили необходимость изготовления балки из стали ВСтЗсп6 для сзарных конструкций по ГОСТ 380—71*. В связи с весьма тяжелым режимом работы кранов максимально применена автоматическая сварка, а для остальных швов — сварка электродами типа Э42А. Конструкция балки технологична. Она позволяет выполнять автоматическими установками сварку стыков верхнего пояса и стенки балки, а также поясных швов. Сборка основного стержня { двутавра } возможна в универсальном кондукторе.

Далее:
Металлические конструкции. Вопросы и ответы
Работа конструктора над чертежом
Основные нормативные документы проектирования металлоконструкций
Основные положения оформления монтажных схем
Чертеж стропильной фермы из уголков
5 категорий сложности конструкций при разработке КМД
Онлайн калькуляторы и программы расчета конструкций
Дифференциальные характеристики векторного поля
Частные случаи векторных полей
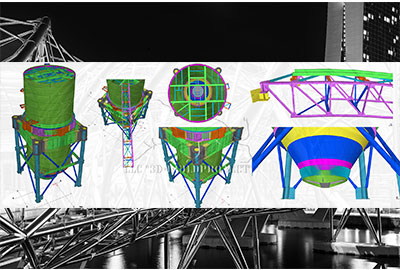
Чертеж воздухонагреватель. Лепесток купола
Основные правила оформления деталировочных рабочих чертежей
Соленоидальное векторное поле
Векторное поле
Несобственные интегралы от неограниченной функции
Скалярное поле, производная по направлению, градиент
Огравление $\Rightarrow $