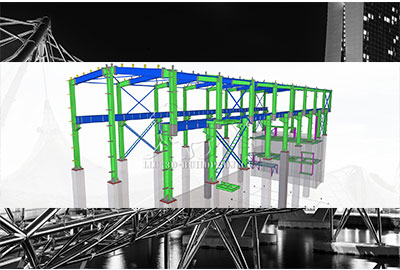
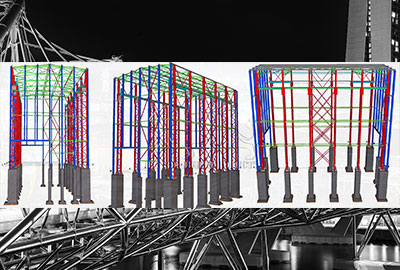
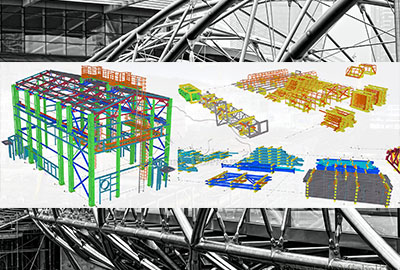
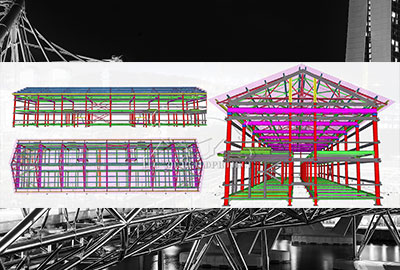
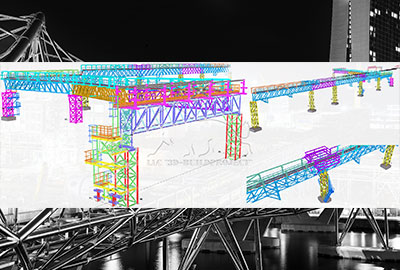
Чертеж элементов кожуха горна доменной печи
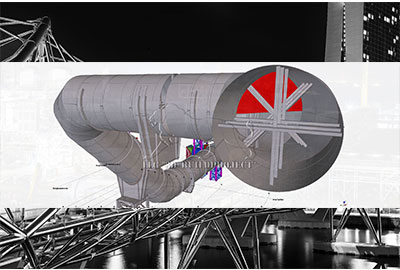
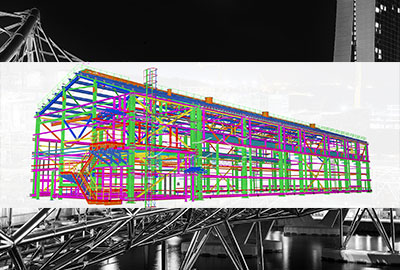
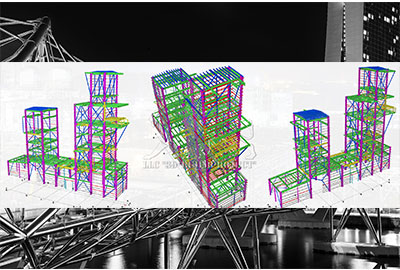
Кожух горна доменной печи представляет собой пространственную листовую конструкцию, образованную цилиндрическими и коническими поверхностями. Достаточно полное представление о геометрической схеме горна можно получить по монтажной схеме { см. лист 16 } . На рассматриваемом чертеже представлены следующие характерные элементы кожуха: опорный поясок А1, два элемента цилиндрической части А3 и А5 и один элемент конической части А24. Размеры большей части элементов { например, А5 и А24 } приняты максимальными с точки зрения транспортирования. Увеличение размеров элементов до максимально возможных снижает объем сборочных и сварочных работ на монтаже. Для получения отправочных марок больших размеров { например, А5 } на заводе приходится производить предварительное изготовление заготовок, т. е. собирать и сваривать эти заготовки из более мелких листов, а затем из этой заготовки изготовлять предусмотренные чертежом детали { например, сборочная марка 7 } .
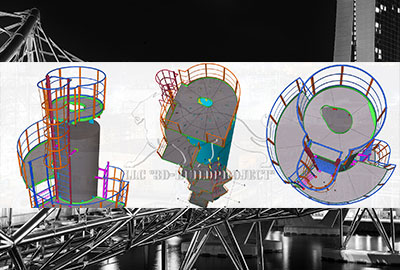
Все элементы горна соединяют друг с другом на монтаже на сварке: стыковые швы — электрошлаковой сваркой, угловые — ручной. Способы монтажной сварки определили характер обработки кромок элементов горна и размеры зазоров между ними. Поскольку стык опорного пояска А1 на монтаже можно варить только сверху { он лежит на фундаменте } , здесь предусмотрены односторонние фаски { сверху } и остающиеся подкладки { сборочная марка 6 } , обеспечивающие провар корня шва.
Для удобства монтажной сборки к элементам кожуха на заводе приваривают стяжные шайбы { сборочные марки 3, Ф1, Ф2 } и фиксаторные уголки { сборочная марка 2 } . Отверстия в фиксаторных уголках сверлят по кондукторам. На чертеже дано указание о номере кондуктора { разрез 11—11 } , а в примечании написано, по какому чертежу и заказу изготовлен этот кондуктор. На элементах кожуха установлены также детали 8, с помощью которых подвешивают на монтаже кронштейны подмостей для сборщиков и сварщиков.
Во время эксплуатации элементы кожуха находятся в очень сложных напряженных и температурных условиях. Это предъявляет особые требования к качеству материала и сварки.
Основные детали кожуха предусмотрено для данной печи выполнять из низколегированной стали 10Г2С1 по ГОСТ 5058—05 с дополнительной гарантией по ударной вязкости при температуре —40° С и после механического старения согласно п.2.7«в». Для 'повышения требований к качеству материала на основных деталях наносят номера плавок стали.
Конструктивные детали можно готовить из более дешевых, но хорошо свариваемых сталей. Эти детали по рассматриваемому чертежу намечено изготовлять из стали ВСтЗпсб для сварных конструкций по ГОСТ 380—71*.
Заводскую сварку следует применять: для укрупнительной сварки основных деталей — автоматическую, с тщательным подбором сварочных материалов или ручную электродами типа Э50А, а для приварки мелких деталей — типа Э42А.
К сварке кожухов доменных печей допускают лишь сварщиков самой высокой квалификации. имеющих паспорта Госгортехнадзора. У читывал значительную усадку широких сварных монтажных швов, в целях обеспечения необходимых общих размеров кожуха листы кожуха по длине и ширине делают с припуском 3 мм.
Для проверки качества заводских сварных швов предусмотрены повышенные способы контроля, например ультразвуком. Геометрические особенности элементов горна определяют некоторые особенности их изображения на чертежах и особенности нанесения размеров.
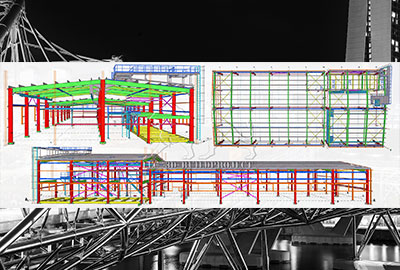
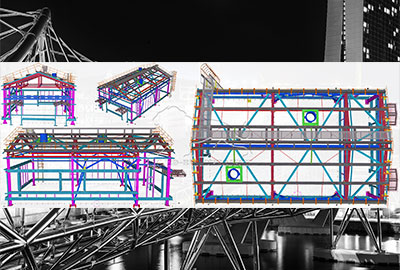
Элементы горна изображают в виде разверток с дополнительными разрезами. Развертки дают с видом на внешнюю сторону горна. Разметку контура основных деталей производят на металле, не подвергнутом вальцовке, т. е. на поверхности еще плоских листов. При этом учитывают, что при вальцовке неизменными остаются размеры их срединной плоскости, т. е. плоскости, совпадающей с нейтральной осью. В ходе разметки на поверхности листов наносят размеры будущей детали, соответствующие ее срединной плоскости. На чертежах в первую очередь должны быть показаны эти размеры. Обычно их снабжают указанием, что они даны для срединной { нейтральной } поверхности, а в некоторых случаях указывают и радиусы этой поверхности после гибки. Для контурных линий, являющихся дугами окружностей, указывают радиусы окружностей, а также хорды и стрелки дуги.
Для работ по вальцовке необходимо указывать на разрезах радиусы вальцовки по внутренней поверхности листов е соответствующими хордами и стрелками, так как все измерения во время вальцовки более удобно вести именно по этой поверхности. Для деталей, вальцуемых на конус, необходимо давать радиусы, хорды и стрелки для обеих кромок деталей, поскольку они различны.
Установку всех мелких деталей производят после вальцовки листов. Во время вальцовки внутренние волокна листов укорачиваются, а внешние удлиняются. Учитывая это, все размеры для установки мелких деталей делают с учетом новых размеров поверхностей основных деталей. У цепочек этих размеров указывают радиусы кривизны поверхностей, чтобы исполнители работ знали, к окакой поверхности относить ту или иную цепочку.

Далее:
Гармонические поля
Чертеж стропильной фермы из труб
Научно-технический прогресс в проектировании металлоконструкций
Инвариантное определение дивергенции
Масштабы в чертежах КМД
Соленоидальное векторное поле
Основные правила оформления деталировочных рабочих чертежей
Чертеж резервуара объемом 25 м3
Поток векторного поля через поверхность
Соответствие конструктивного решения расчетной схеме
Подготовка кромок для сварки в КМД
Тематическая подборка для проектирования строительных конструкций
Учет допусков на размеры проката
Скалярное поле, производная по направлению, градиент
Чертеж подкрановой балки
Огравление $\Rightarrow $